MGA Cylinder Head Evaluation/Replacement
March 18, 2001 - St Charles, IL
Click on small images for larger images. - Larger pics average 48KB.

The engine was down to 30 PSI compression on #4 cylinder.
Seeing this, it's amazing that it wasn't zero!
 |
 |
 |
 |
Since Paul Urquhart likes to work the manifold bolts without removing the carbs, he gets first wrench. Then come the head bolts and an easy lift with plenty of helping hands. Oops, hold it right there guys. Someone forgot to disconnect the sensor line. As soon as we roll it over it's obvious why it had bad compression on #4.
|
 |
 |
 |
 |
A mild case of valve recession leads to wide seating lands under the valve heads. This results in lower pressure (not lower total force) on the valve seats, which can lead to carbon buildup. With dirt and carbon accumulation on the valve seats the compression can leak through, which in turn leads to erosion of the valve. The valve head runs at higher temperature than the seat, so the head burns first. Once the erosion has started it proceeds rapidly, because with lack of physical contact the valve cannot transfer heat into the head. The head gasket didn't look too bad, just had carbon build up around the inside near the bad exhaust valve. Mating surfaces of block and head were not burned, just dirty.
|
 |
 |
 |
 |
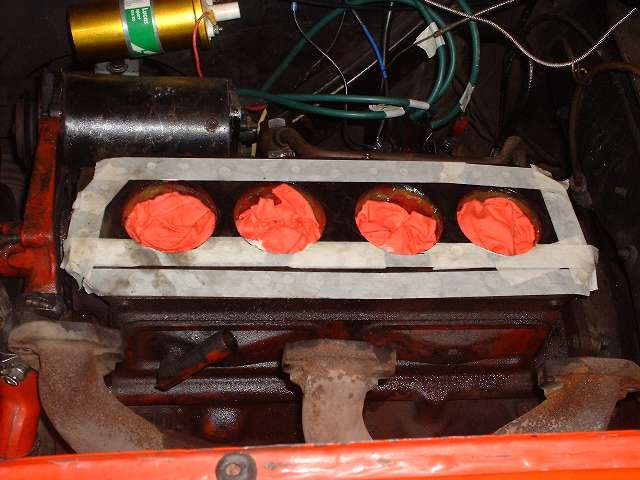
The head bolts are removed to clear the flat surface on the block. A fine tooth file is being used here to clean carbon and and remaining gasket material off the block, and to be sure the area around the threaded stud holes is perfectly flat. In preparation for a little grinding, all holes in top of block are taped over, cylinder walls greased, and paper rags stuffed down the bores to catch the expected iron dust. A high speed router is used with a one inch cylindrical grinding wheel to cut small eyebrows in the top of the block. This is done in to accept a MGB cylinder head that has been milled down to reduce the volume of the combustion chamber to suit the MGA 1500 engine. The depth of the eyebrows is set to 0.100 inch to allow for installation of a high lift cam if so desired in the future.
|
 |
 |
 |
 |
After grinding, the loose iron dust is vacumed out first. Then the rags are removed and the cylinder walls are wiped clean and washed with solvent. The tape is removed and everything is washed down again. Final touch is to use a high speed hand grinder to remove all sharp edges inside the combustion chamber that could contribute to hot spots and run-on problems. With head gasket in place it is seen where the eyebrows have been cut to clear the valve heads at full lift. The 1500 engine needs the eyebrows for both intake and exhaust valves. 1600 and 1800 engines do not need the intake eyebrows unless they are fitted with substantially oversize intake vales.
|
 |
 |
 |
 |
A freshly machined cylinder head is being installed. This one is from a MGB 1800 engine, so the base surface of the head has been milled down about 0.047 inch to reduce the chamber size to 38cc as specified for the 1500 (or 1600) engine. Paul gets to work his mirrical once again with the manifold washers and nuts, and I still don't know how he does it in the space allowed. With the head properly torqued down the coolant is reinstalled and valve lash is adjusted.
|
 |
 |
 |
 |
Some final fiddling is required to set up the choke and throttle linkages. Once the engine is started and brought up to full running temperature the head bolts are retorqued, final tune-up is done, and a compression test is done to see that all cylinders once again have pressure up to par. They looked a little shy until a leak in the gauge coupling was fixed. Of course the best part of the job is the test drive. Come on Steve, just one more lap around the block and you should install the grille.
|
|

©2001 Chicagoland MG Club, All rights reserved.
|